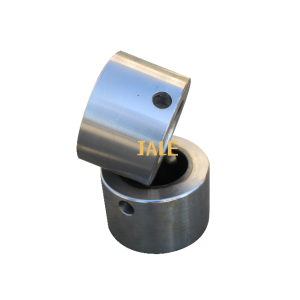
Etter bråkjøling og anløping gjennomgår pinnen induksjonsherding på mellomfrekvens, noe som sikrer tilstrekkelig kjernestyrke og slitestyrke på den ytre overflaten.
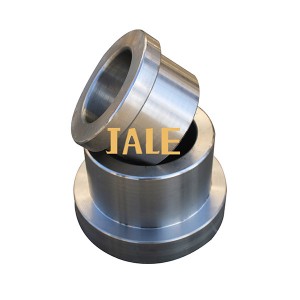
Etter karburering gjennomgår stiftbøsningen intern og ekstern induksjonsherding med mellomfrekvens, noe som sikrer rimelig kjernehardhet og slitestyrke på de indre og ytre overflatene.